







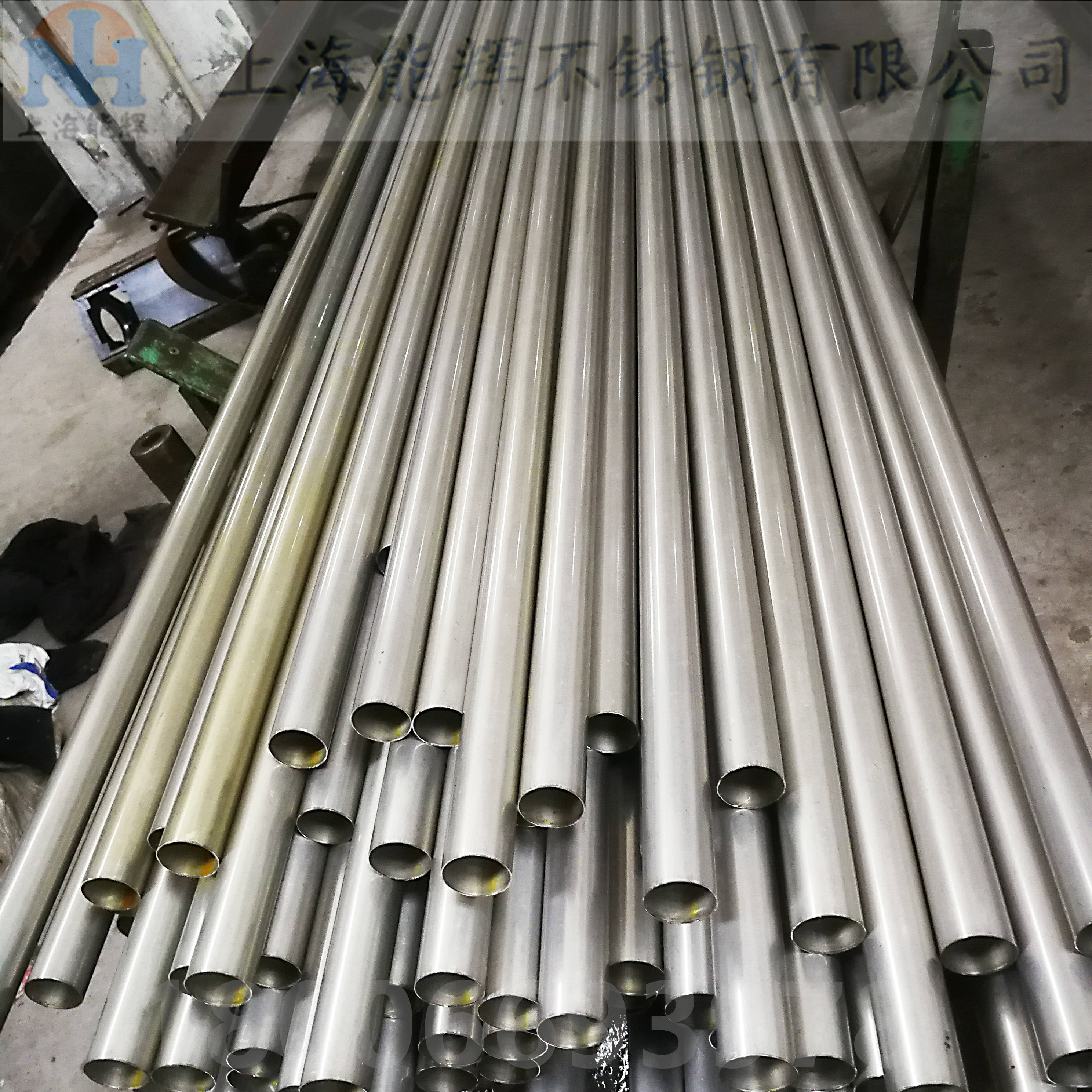
38*2卫生级不锈钢管交货表面有冷拔或冷轧、酸洗、抛光或光亮退火
超薄精密管的特点是壁厚极薄,尺寸公差精度高,通常以冷拔或冷轧、酸洗、抛光或光亮退火表面交货。
超薄精密管具有相同的规格标准,可用的钢种,并用公差精度管。
1) 尺寸范围:
超薄精密管的外径为 7 mm 至 80 mm,壁厚为 0.4 mm 至 3 mm。
超薄壁精密管可直管10米交货。
2) 特点:
超薄壁精密管具有以下特点:
- 壁厚薄且均匀,
- 尺寸精度高
- 表面光滑
- 高耐腐蚀性
- 耐高温
- 可在高压下工作

热处理要求
所有材料均应在热处理状态下提供。除 6.2 中的规定外,热处理程序应包括将材料加热至最低温度 1900°F (1040°C) 并在水中淬火或通过其他方式快速冷却。或者,对于无缝管,在管子的温度不低于规定的最低固溶处理温度的情况下,立即在热成型后,管子可以单独用水淬火或通过其他方式快速冷却。
受控结构或特殊服务特性应被指定为最合适热处理的指南。如果最终热处理的温度低于 1900°F 并且订单上如此指定,则每根管子都应在后缀“HT”后以华氏度的最终热处理温度进行喷印。
S31254 和 S32654 应热处理至最低温度为 2100°F (1150°C),然后在水中淬火或通过其他方式快速冷却。
S24565 应在 2050°F (1120°C) 至 2140°F (1170°C) 范围内热处理,然后在水中淬火或通过其他方式快速冷却。
N08904 应热处理至最低温度为 2000°F (1100°C),然后在水中淬火或通过其他方式快速冷却。
在随后暴露于 TP321、TP347 和 TP348 中的敏化条件后,固溶退火温度高于 1950°F (1065°C) 可能会削弱抗晶间腐蚀能力。当买方规定时,应在初始高温固溶退火后使用较低的温度稳定化或再固溶退火。
N08926 应热处理至最低温度为 2010°F (1100°C),然后在水中淬火或通过其他方式快速冷却。
UNS N08367 应从最低 2025°F (1107°C) 进行固溶退火,然后快速淬火。
S35045 的固溶退火应包括将材料加热到最低 2000°F (1093°C) 的温度一段适当的时间,然后在静止空气中或以更快的速度冷却。

扩口测试(无缝管)
每批成品管的一根管子一端的试样应进行一次试验。
法兰测试(焊接管)
每批成品管的一根管子一端的试样应进行一次试验。
硬度测试
布氏硬度或洛氏硬度测定应从每批的两根管子上进行。术语“批次”适用于切割前的所有管子,它们具有相同的公称直径和壁厚,由相同的钢种制成。当最终热处理在间歇式炉中时,批次应仅包括在同一炉料中热处理的相同尺寸和相同炉次的管子。当最终热处理在连续炉中或热成型后直接通过淬火获得热处理状态时,批次应包括所有相同尺寸和热处理的管子,在同一炉中以相同温度热处理,加热时间和炉速,或相同尺寸和热量的所有管子,在同一生产过程中进行热成型和淬火。
反向压扁测试
对于焊接管,应对每 1500 英尺(460 米)成品管的试样进行一次反向压扁试验。长度大于 1500 英尺(450 米)的连续油管应在两端取样,盘管必须是连续的,没有任何圆周对接焊缝。
静水压或无损检测
每根管子应进行无损电试验或水压试验。
标记
如果最终热处理温度低于 1900°F (1040°C),标记将符合 A1016/A 1016M 中规定的规格,并应包括管子是无缝管还是焊接管以及离题华氏度后缀“的最终热处理温度)。
进行无损电气试验时,每根管子应标有“NDE”字样,认证证书在需要时还应注明此项试验。






 友情链接:
友情链接: