







6*0.5卫生级不锈钢管厚度控制精度对成品质量有着重要影响
厚度能力的降低是设备设计限制和原材料冷加工性的函数。一般来说,对于普通低碳钢,压下量下限在2%左右,不经过中间退火的最多不超过10%。保持低于 10% 的减少水平通常不会对焊管的成品机械性能产生不利影响。
某些材料的单道次减少 30% 是可能的,但这几乎总是需要中间退火。将在线厚度控制的能力与高速焊管轧机性能相匹配是没有限制的。
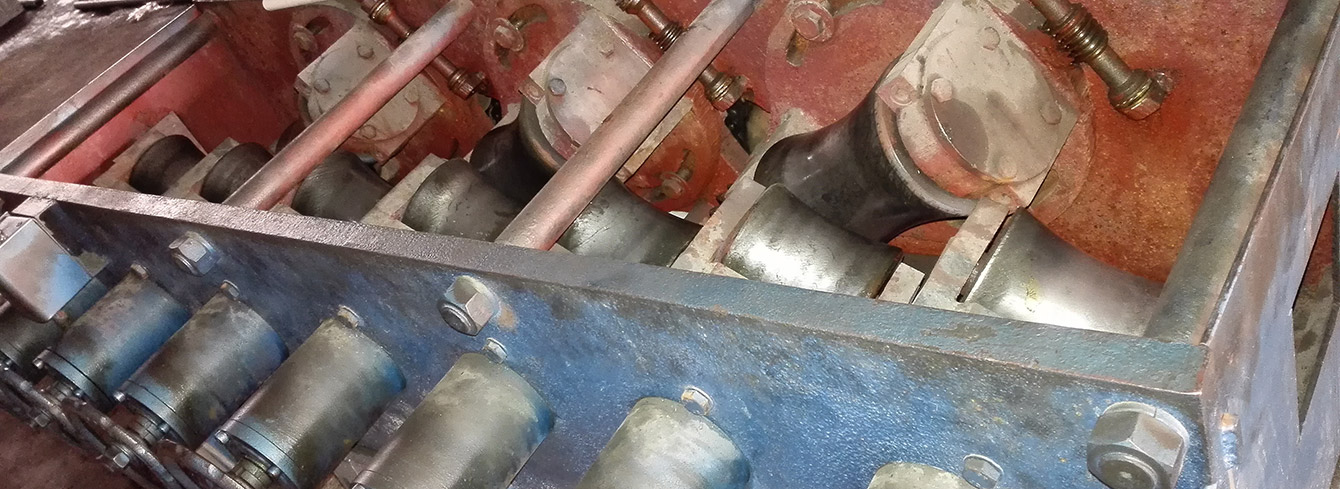
冷压控制技术现在通常以接近 3,000 表面英尺每分钟 (FPM) 的速度运行严格公差带,机械部件的负载比焊管工艺中的负载高很多倍。厚度容量与轧机质量(横截面)、承载能力和工作辊材料选择有关,主驱动尺寸与所需的分离力和速度直接相关。

使用类似的减少百分比和带钢宽度,所需的马力与速度成正比。如果在 150 FPM 的速度下需要 200 HP,那么在同一部分上实现 300 FPM 的线速度需要 400 HP。
测量带材厚度
带材厚度由接触式和非接触式量规测量。
接触式量规通常是精密浮动辊或辊和硬质合金按钮。精度为 ±0.0005 英寸。它们容易受到机械磨损和带状标记,并且可能被带状鹅卵石损坏。
非接触式量规包括电感(±0.0001 英寸)、激光(±0.0005 英寸)、同位素(±0.0001 英寸 @ 0.250 英寸最大值)和 X 射线(±0.0001 英寸,材料从 0.005 英寸到超过 1 英寸),并且是首选用于高速操作。
将测量转换为运动控制
测量值通过两种方式转换为运动控制:

1. 事后。在这种模式下,仅使用出口测厚仪。该工艺的前提是辊缝与规格处的厚度相同(轧制后)。如果测量值与目标值不同,则取平均值,并通过轧机压紧控制命令进行比例变化。精度为 ±0.001 英寸。
2. 质量流量,前馈。在此模式下使用两个测厚仪。基本公式为:
尺寸的变化是长度。因此,速度增加以补偿较薄的出口带钢厚度。第二个测厚仪提供的闭环反馈可实现 ±0.005 英寸的精度。






 友情链接:
友情链接: