







28*1卫生级不锈钢管自动轧管机五大特性简介
卫生级不锈钢管自动轧管机组曾是生产无缝不锈钢管的重要机组,直到20世纪70年代末,仍为全世界热轧无缝管生产的主导机组,目前仍占无缝不锈钢管总生产能力的一定比例。其主要特点是,可生产的产品的品种、规格范围大,对市场的适应性强,技术成熟易掌握,加工费低等。传统的自动轧管机组也存在以下致命的缺陷:
1.卫生级不锈钢管尺寸精度低
由于自动轧管机组传统上是采用二辊定(减)径机,成品管的外径偏差只能达到一般标准要求的±1.25%,壁厚偏差只达到±10%~12.5%。
2. 卫生级不锈钢管表面质量差
自动轧管机的顶头内划伤、均整机的内、外螺旋道,特别是一辊定(减)径机的“青线”、“错位”等都影响成品管的内外表面质量;
3. 卫生级不锈钢管成品管供货长度短且齐(定)尺率很低
由于受轧管、均整轧制长度的限制,加上定径的延伸系数很小,成品管长度在ф100mm机组上很难达到8m以上,在ф140mm 机组上可达13m以上;
4. 卫生级不锈钢管力学性能、工艺性能差
对于S≤4.5mm的薄壁管,钢管均整后如未进行再加热,定径机后的钢管终轧温度大多在700℃以下,即使较厚的管子,在前面轧制过程中也经常出现低温钢,因此成品管的力学性能很不稳定,塑性指标常常低于标准,特别是扩口、压扁等工艺性能的不合格率是非常高的;
5. 卫生级不锈钢管生产率和成材率低
由于荒管的长度较短,故单重较低,大部分成品只能是单倍尺管,相对连续轧管机组而言,造成钢管的头尾所占比重较大,导致生产率和成材率都较低。
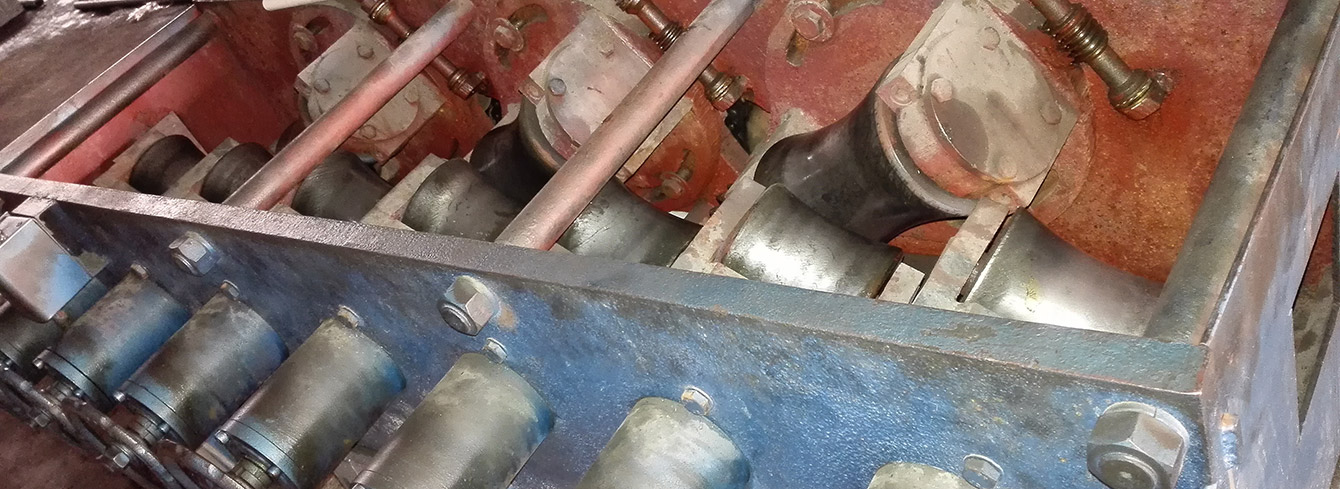
国内一些企业将原有Φ100自动轧管机组拆除,改造成三辊或二辊延伸斜轧管机组。
对于现有的自动轧管机组来讲,强化均整工艺采用微张力减径机以及其他提高壁厚精度措施,即可克服上述的大部分不足;同时又保留了自动轧管机组的加工费用低的突出特点。这样,仍会具有较强的市场竞争力。






 友情链接:
友情链接: